|
Cette page est la continuation de
Kit Partiel Académique de
Quasiturbine QT.6LSC Pneumatique
(précédemment QT75SC) à:
quasiturbine.promci.qc.ca/FFProductQT75SCAcademic.htm
Guide d'Assemblage des Kits Partiels
de Quasiturbine Académiques
Il est de la
responsabilité de l'acquéreur et/ou de l'utilisateur d'observer
les lois et réglementations nationales et locales applicables,
y compris celles sur la sécurité et sur les produits pressurisés.
Note - Ce document est écrit pour être utilisé par des mécaniciens ou
machinistes intermédiaires. Si vous ne comprenez pas bien certains
passages, vous êtes invités à consulter un mécanicien professionnel. La
technologie Quasiturbine est récente et très peu de gens y sont familiers.
Ne supposez pas que vous connaissez ou que cela est logique.
Suivez plutôt attentivement les instructions et relisez ce document à
chaque démontage et réassemblage ultérieur.
Mises en Garde Technique
I - Le rotor est un assemblage articulé déformable en carré et en
losange.
HORS CONFINEMENT, NE JAMAIS FORCER LA DÉFORMATION DU ROTOR EN FIN DE
COURSE ni frapper les pales pivotantes pour articuler le rotor (ce qui
pourrait fausser les pivots et les sillons de joints de contours).
II - Ne jamais utiliser une pâte abrasive, MÊME EN "TRÈS FAIBLE QUANTITÉ" (quantité à peine visible). NE JAMAIS AJOUTER DE PÂTE À PONCER
À UN MOTEUR
ASSEMBLÉ.
III - Si le rotor ne tourne pas librement à la main, SURTOUT NE PAS
PRESSURISER, NI INSISTER. DÉMONTER IMMÉDIATEMENT pour trouver et corriger
le défaut, autrement des rainures irréparables peuvent se produire sur la
face intérieure du stator ou ailleurs.
IV - Corps étrangers PRÉVENIR TOUTE INGESTION DE CORPS ÉTRANGERS DANS
LA QUASITURBINE Par exemple en plaçant un grillage et en s'assurant que les
conduites d'admission vont de bas en haut.
V - Ces unités doivent être complétés, assemblés et
utilisés sous la
constante supervision d'adultes compétents. Il est recommandé de ne pas
excéder 500 RPM et/ou 2 bars (30 psi - lb/po2) au manomètre (un
écoulement inférieur à 1 CV).
Pièces fournies
Le jeu de pièces partiel (kit) comprend:
-
Un ensemble de 4 pales pivotantes légèrement surdimensionnées en
épaisseur.
-
Un stator en acier légèrement surdimensionné en épaisseur, dont la
surface intérieure est déjà rectifiée et polie, et comprenant 4 fenêtres
radiales (deux entrées et deux sorties, standard NPT 1/2").
-
Un jeu de 4 joints de contour légèrement surdimensionnés et leurs
ressorts ondulés (Les sillons devant être légèrement rectifiés pour
accueillir les joints de contour).
-
Les 4 supports cylindriques et les 4 axes pour les rouleaux de
pales.
-
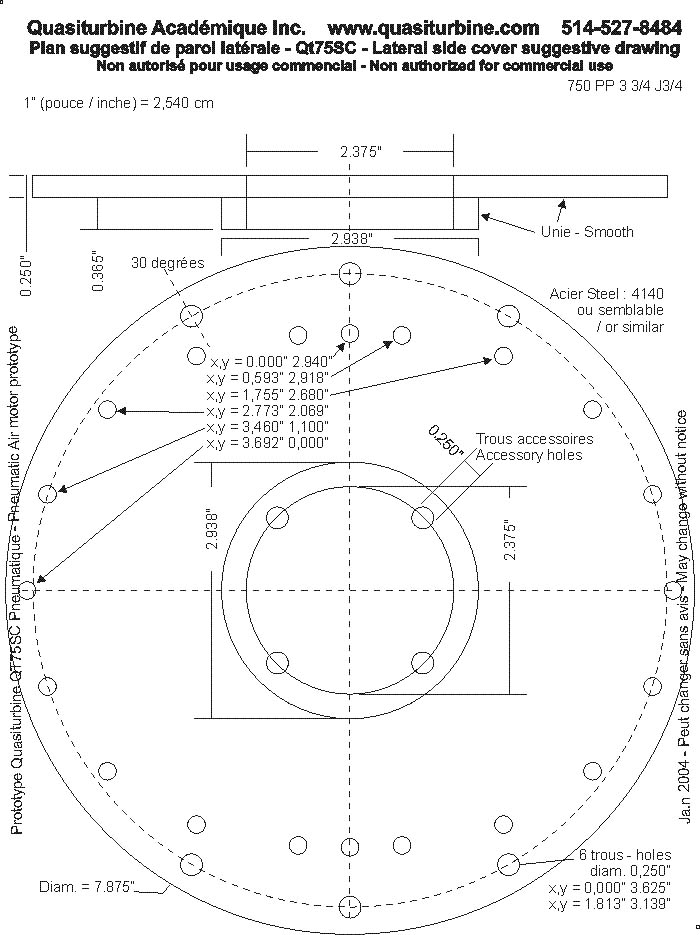
Un plan suggestif pour aider à la fabrication des parois latérales.
-
Inclut un différentiel central simplifié et un arbre
central diam. 3/4 de pouce.
-
Le présent Guide d'assemblage fournissant des notes indicatives.
VI - La rectification d'épaisseur du rotor et du stator. Ces pièces
sont livrées légèrement surdimensionnées. Ne pas utiliser d'outils
électriques ou de meules motorisées. Il est recommandé de faire cette mise
à la cote à la main avec les pales pivotantes déjà emboîtées les unes dans
les autres (toujours aligner la numérotation des pivots - Coupler les
points et double-points) en utilisant du papier émeri posé sur une surface
plane, le rotor étant alors chapeauté d'une pièce également plane. Le
rotor doit avoir un bon parallélisme dans ses deux positions losange
extrême. Il faut donc le déformer en le polissant. Contrôler l'épaisseur
du rotor pour différentes géométries en le coinçant entre deux surfaces
planes. Attention de ne pas déburer (arrondir la bordure) l'arrête
intérieure du stator, ce qui accroîtrait les fuites. Pour l'air comprimé,
il est suggéré de prévoir une différence de cote minimale de 0,002"
(maximum 0,005") entre le rotor et le stator, et de bien vérifier la libre
rotation une fois assemblés (La surface numérotée du rotor doit être du
même côté que la flèche gravée sur le stator), ainsi qu'en mouvement
pneumatique afin de prendre en considération une éventuelle chauffe et
dilatation des pivots. Des essais multiples vous guideront vers la valeur
optimale. De multiples reprises des mises à la cote du stator ou du rotor
sont généralement possibles.

QT.6LSC (précédemment QT75SC) Pneumatique
(Le différentiel simplifié et l'arbre d'entraînement remplace de fait la croix
centrale). (Rotor diam. moyen 6 po. par 2 po. d’épaisseur)
VII - La surface intérieure du stator. Cette surface a déjà été ramenée
à la cote et raisonnablement polie. Il faut éviter d'altérer cette surface
critique, car ce serait pour ainsi dire irréparable... Cette surface
requiert un équipement complexe de polissage - Ne pas tenter de
rectification sur cette surface.
VIII - La rectification des sillons et joints de contours. Chaque pale pivotante
comporte un joint de contour qui doit se déplacer librement dans son sillon. Il
est suggéré de ne pas poncer l'intérieur de ce sillon, mais plutôt de
l'entailler à l'aide d'une lame de largeur désirée typiquement 3,18 mm (0,125"),
aux arrêtes carrées et bien tranchantes. Le va et vient du bout de cette lame
devrait suffire à former le sillon.
Le jeu de pièces comprend des joints légèrement surdimensionnés, dont la
longueur doit être ramenée à environ 0,004" plus court que l'épaisseur du
stator, si non les parois seront endommagées
(Important: arrondir tous les arrêtes coupantes en bout de joint). Une fois mis à la cote, le fourreau (lorsque
présent) de joints de contour doit être pressé dans un étau avec son
joint à l'intérieur pour assurer le mouvement avec un minimum de friction. La
bordure du joint en contact avec le stator doit être arrondie sur une pierre à
polir pour éviter l'accrochage, et la bordure opposée doit être ramenée afin de
laisser un jeu raisonnable dans le rotor. Des ressorts ondulés à placer derrière
les joints de contour sont fournis mais les extrémités doivent être arrondies
pour ne pas piquer dans les joints, ni grafigner les parois. (Notez qu'une
rotation au-delà de 1500 RPM peut provoquer la rupture des ressorts). Toujours
bien vérifier le libre passage de ces joints lors de la rotation du rotor.
Chaque jointure de pale contient un joint transversal de part en part en forme
de «V» dont la pointe doit être dirigée vers le centre du moteur. Le bras
enfoncé du «V» doit reposer dans le fond du sillon, alors que le bras uni doit
patiner sur la partie cylindrique de la jointure.
IX - Les axes de rouleau de support de pale et le différentiel simplifié. Ces
pièces sont fournies et déjà assemblées dans les pales et le rotor à la
livraison. Au besoin, il est possible de les démonter et de les remonter à
nouveau; ils ne requièrent aucune intervention autre que d'en vérifier la
longueur pour assurer un dégagement suffisant.
Bien lubrifier le tout, et régulièrement la partie aplatie de l'arbre.
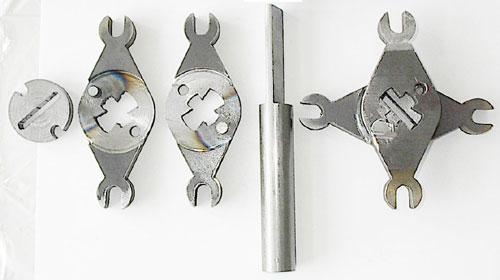
Différentiel simplifié (le design peut varier):
Les composantes à gauche, l'arbre au centre,
et une vue une fois les pièces de gauche assemblées.
Pour usage avec couple faible à modéré seulement, le couplage étant
non-réversible (l'arbre ne peut pas être utilisé pour entraîner le rotor -
L'arbre entraîné à la main donnera une apparente friction faussement élevée du
rotor).
Avantage: L'arbre peut être retirer du moteur
(et inséré en direction opposée).
Pièces non fournies
X - Les rouleaux et roulements de soutien central des pales pivotantes.
Ces pièces ne sont pas fournies, parce qu'elles doivent être fabriquées
selon les tolérances résiduelles mesurées entre les rouleaux du rotor et
les pistes de support dans les parois latérales. Il est fortement suggéré
de monter ces rouleaux sur roulement (ex. Torrington B56), et leur diamètre
extérieur sera voisin de 0,780" (épaisseur 0,370") afin de permettre un
libre mouvement d'entrée-sortie des pistes de paroi dans le rotor. Bien
polir les côtés des rouleaux de support de pale et leur roulement et les
lubrifier initialement afin de prévenir l'usure contre les parois
latérales et les supports d'essieu de rouleau. Important : L'ensemble des
rouleaux doit porter fermement le rotor, c'est pourquoi il est toujours un
peu difficile entrée la piste de la dernière paroi dans le rotor (s'il
faut forcer, sous-dimensionner
le diamètre extérieur 0,002" à la fois des rouleaux de support). Le trou
central des rouleaux de support de pale doit être allésé à exactement diam. 1/2"
et le boîtier du roulement (type Torrington #B56)
immobilisé (en poinçonnant le contour du trou) pour s'assurer que le
roulement ne se déplace pas axialement dans ce trou. Attention : Ne pas tenter
de faire tourner le rotor sans les 8 rouleaux de pales bien en place sur
les pistes de support. Ces rouleaux sont aussi
importants que les coussinets dans le moteur à pistons, et une tentative de
rotation sans ceux-ci réduit la durée de vie du moteur à quelques minutes!
XI - Les parois latérales. Ces parois ne sont pas fournies parce qu'elles
peuvent prendre plusieurs formes extérieures (carrées, rectangulaires,
circulaires...) selon les besoins locaux. Elles ne présentent toutefois pas de
difficulté particulière de réalisation. Bien que les versions commerciales
exigent un acier de qualité, les versions de démonstration se contentent
d'acier ordinaire. L'aluminium n'est pas souhaitable à moins d'une chemise
plane en acier et l'insertion d'un anneau d'acier servant de piste aux
rouleaux. Les parois peuvent être taillées dans la masse en une seule pièce, ou
faites de deux parties assemblées et soudées.
Le plan suivant suggère une répartition possible
du positionnement des boulons. Notez la piste en protubérance.
Il est important de bien positionner les trous de boulons,
car ils servent aussi au centrage du stator.
Le cercle tracé au centre du plan des parois est
le diamètre maximum suggéré pour l'ouverture centrale.
Un trou de diamètre plus petit améliore la rigidité de la paroi
(comme par exemple de seulement 1" de diam. pour accueillir
un roulement à aiguilles de type Torington #B128).
Une des parois latérales peut avoir des trous de stator filetés 10-24 pour
avantageusement éviter d'utiliser des écrous !
Important - Ne pas pressuriser la région centrale
- Ne jamais boucher les drains de ventilation.
Parce que cette pression s'ajoute à la force centrifuge
et risque de fracturer le rotor.
Pour la QT.6LSC (précédemment QT75SC),
au moins 2 drains de ventilation de 1/4 pouce de diamètre
doivent être perçés dans la région centrale sur l'une ou l'autre des parois
latérales.
XII - Boulons d'assemblage. Ces boulons ne sont pas fournis. Il est suggéré
d'utiliser des boulons 3/16" (10-24) de longueur suffisante, et des écrous de
qualité. Les boulons d'acier bon marché s'étirent avec le temps et ne sont pas
adéquats. Utiliser seulement des boulons en acier forgé de catégorie 9 ou plus
(tête Allen). L'accumulateur d'air (minimum 1 litre) sur la ligne d'admission à
proximité du moteur destiné à amortir les fluctuations de pression n'est pas
fourni non plus.
Procédure d'Assemblage suggérée

Ne pas marteler la poulie (engrenage ou adapter) sur l'arbre
(cela peut fracturer la tige de sécurité).
Utiliser un extracteur, et une grand serre-joint pour l'insertion.
XIII - Il est recommandé de ne pas démarier les pales
du rotor. Si cela doit être fait, prendre grand soin de:
- Marquer les 4 pales en séquence pour vous assurer un réassemblage dans
le même ordre, emboîtant les même pivots male-femelle.
- Le joint transversal de pivot est une composante fragile en forme de
<V>. La pointe du <V> doit être dirigée vers le centre du moteur, et le
coté lisse du joint doit patiner sur la pale pivotante. Ne pas frapper sur
le bout du joint, mais pousser délicatement sans interruption, tout en
guidant pour éviter une flexion.
- La partie de forte courbure des lamelles de friction doit être du coté
sortant du pivot.
Étapes d'assemblage. Placer le rotor sans joint ni rouleau dans le
boîtier moteur et boulonner tous les boulons (important pour éviter une
déformation des parois). S'assurer du libre mouvement du rotor. Démonter,
n'ajouter que les joints de contour et reboulonner pour vérifier le libre
mouvement du rotor entre les deux parois latérales. Démonter et ajouter les
rouleaux, et poursuivre ainsi à chacune des étapes de l'assemblage. Cette façon
de faire est cruciale pour ne pas endommager les composantes du moteur. Une
reprise des rectifications d'épaisseur du rotor et du stator est généralement
possible, mais il faut alors s'assurer que les 4 axes, 4 supports et 8 rouleaux
de soutien central des pales pivotantes n'excèdent pas l'épaisseur
totale du stator. Contrôler
la déformation extérieure du plan des parois latérales avec une règle. Le
serrage excessif des boulons de contour ou le manque de rigidité des parois peut
les faire bomber et rendre impossible l'étanchéité par proximité du rotor avec
les parois latérales. Il est recommandé de ne pas démarier les pales du rotor.
Si cela doit être fait, prendre grand soin de:
- Marquer les 4 pales en séquence pour vous assurer un réassemblage dans
le même ordre, emboîtant les même pivots male-femelle.
- Le joint transversal de pivot est une composante fragile en forme de
<V>. La pointe du <V> doit être dirigée vers le centre du moteur, et le
coté lisse du joint doit patiner sur la pale pivotante. Ne pas frapper sur
le bout du joint, mais pousser délicatement sans interruption, tout en
guidant pour éviter une flexion.
- La partie de forte courbure des lamelles de friction doit être du coté
sortant du pivot.
XIV - Le centrage du stator. Ce centrage est important, il se fait en
référence aux boulons d'assemblage. Avant de refermer la paroi latérale,
il est recommandé de placer le rotor en positon losange (ou là ou le jeu
globale avec le stator est le moindre), et de bien
s'assurer que les quatre joints de contour sont également répartis
radialement. Angulairement, s'assurer aussi que le stator est à la
position voulue par rapport aux parois. S'assurer que les boulons sont
droits, ou en substituer quelques-uns par des tiges rigides au moment de
l'assemblage des parois. Utiliser des cales d'épaisseur appropriée en haut
et en bas, ainsi qu'à gauche et à droite, afin de bien stabiliser le
stator. Vérifier la concentricité des 2 parois avant le
boulonnage (lequel peut déformer la paroi et fausser la vérification
ultérieure) en équerrant les parois une par rapport à l'autre à
différentes positions le long du périmètre. Placer 4 petits poteaux, diam. 1/4" et ayant la même
longueur (0.004 de pouce de plus) que l'épaisseur du stator, près des trous d'attache moteur sur le
périmètre externe. Contrôler à nouveau la planitude extérieure. Bien
serrer les boulons, car ils doivent immobiliser le stator en place.
Tourner le rotor lentement à la main, et s'il y a un point dure,
positionner le rotor dessus, déboulonner et re-boulonner. Répéter jusqu'à
ce que la résistance à la rotation soit constante tout autour (cela est
important avant toute tentative de pressuriser la Quasiturbine).
Les
fenêtres du stator à petite ouverture sont destinées à l'admission, alors
que celles à grande ouverture sont des fenêtres d'échappement, ce qui
détermine la direction de rotation, qui doit être la même que la direction
préférentielle de rotation du rotor : Entre 2 joints de contour
successifs, localiser l'interstice de la jointure, laquelle doit être
située à l'arrière de la chambre lors de la rotation du rotor.
XV - L'usage de pâte anti-grippage. Cette pâte n'est pas indispensable, ni
recommandée, mais elle peut permettre de faciliter la mise en route en diminuant
le risque d'égratignures sur les pièces, particulièrement sur les pivots de
pales, les sillons et joints de contour, ainsi que sur la surface intérieure du
stator pendant le rodage.
Autres Suggestions
XVI - Une clé pour repositionner le rotor à la main. Pour les
vérifications d'assemblage
et avant chaque démarrage en phase de rodage à l'air comprimé, il peut
être nécessaire de faire tourner le rotor à la main. Pour cela, il est
recommandé d'utiliser une clé manuelle sur l'arbre moteur. Avant de
conclure que le moteur est difficile à tourner, il est recommandé
d'essayer la clé alternativement dans les deux directions Le croisillon à
fente centrale permet d'insérer la partie plate de l'arbre plat d'un
diamètre de 3/4" (largeur 3/16"). Pour une meilleure tenue et centrage, un
arbre différent pourrait avoir sa partie plate allongée afin de porter
aussi dans le roulement de la paroi opposée, et même se prolonger à
l'extérieur du moteur où elle pourrait être verrouillée. Le différentiel
simplifié permet de régulariser efficacement le couple moteur. Attention: Toujours prendre
soin de retirer la clé manuelle avant de démarrer le moteur!
XVII - Un pied de soutien du moteur. Le moteur peut donner des contrecoups
assez violents, et comme il a un poids substantiel, il est impératif de bien
l'immobiliser avant chaque usage. Il est donc indispensable de construire un
support moteur solide et adéquat. Attention à l'attache du moteur en toute
circonstance: Important : Toujours fixer le moteur à l'aide d'une seule des
parois latérales (celle du coté de la prise de force) en utilisant des boulons
courts dans les trous périphériques, afin de ne pas ajouter de pression indue
entre les deux parois, ce qui risquerait de déformer le boîtier moteur.
XVIII - Lubricate periodically with Air Tools Oil (nothing else)
and only by the intake air line (Never use oil with additive like
antifriction, because large air flow or steam oxidized the oil and
precipitate the additives in glue like product fatal to the Quasiturbine
operation). Pendant les 2 premières heures de rodage,
ajouter périodiquement de l'huile dans la ligne d'air d'alimentation afin
d'aider à faire sortir la limaille de rodage. Ultérieurement, mettre de l'huile
en quantité modérée et pas plus que nécessaire pour humecter les parois des
chambres. Ce moteur n'est pas particulièrement exigeant du coté lubrification,
mais les matériaux choisis pour ces unités exigent néanmoins une
lubrification périodique. De plus, comme l'étanchéité latérale du rotor est
seulement assurée par la proximité avec les parois latérales, une généreuse
lubrification périodique aide à compléter l'étanchéité. Ajouter, à toutes les
heures d'opération, quelques gouttes d'huile à outil pneumatique dans la
conduite d'admission (l'huile moteur s'émulsionne, s'oxyde et cristallise sous
le refroidissement adiabatique, elle n'est donc pas recommandée). Ne pas
permettre d'accumulation excessive d'huile ou de liquide dans la région
centrale du moteur pour éviter une fatigue des pales par blocage hydraulique
des micro cavités de pivots. Périodiquement, tremper la partie aplatie de
l'arbre d'entraînement dans de l'huile (utiliser seulement de l'huile à outils
pneumatiques) afin de lubrifier la zone centrale de prise de force.
XIX - La température de fonctionnement. La détente de l'air produit un puissant
refroidissement. Ces unités sont destinés à des démonstrations de courtes
durées de 30 minutes ou moins. Si l'unité doit tourner sans interruption
pour de plus longues périodes, surveiller la température des parois latérales
et arrêter aussitôt qu'elle augmente, même faiblement. Cet unité n'a pas de
jeu pour la dilatation à la vapeur - Ne pas opérer à chaud.
XX - Le balancement statique ou dynamique du rotor n'a pas été vérifié
et n'est généralement pas requis pour la démonstration. Il est laissé à la
discrétion de chacun d'améliorer le balancement si désiré.
Conditions d'Utilisation
-
Il est de la
responsabilité de l'acquéreur et/ou de l'utilisateur de s'assurer
qu'ils observent toutes les lois et réglementations nationales et locales
applicables,
y compris celles sur la sécurité et sur les produits pressurisés.
-
Bien se familiariser préalablement avec la technologie Quasiturbine
(voir le site associé
www.quasiturbine.com ).
-
Pour une performance optimum, la
ligne d'alimentation doit être bien balancée entre les 2 fenêtres
d'admission, ce qui doit être fait en terminant la ligne passé les 2 T
par un réservoir tampon (accumulateur) (minimum 3 litres), sur lequel le
manomètre de pression peut être positionné.
-
Toujours faire tourner progressivement (sans accélération brusque).
-
En phase de rodage, repositionner le rotor à la main avant chaque
démarrage en faisant tourner le rotor à la main.
-
Toujours vous assurer que le rotor est adéquatement lubrifié (huile
d'outils pneumatique). (Never use oil with additive like
antifriction, because large air flow or steam oxidized the oil and
precipitate the additives in glue like product fatal to the Quasiturbine
operation).
-
S'assurer que les conduites et attaches (particulièrement flexibles)
sont de qualité et bien ancrées.
-
Évitez les restrictions de débit à l'entrée comme
un détendeur à faible débit ou une longueur additionnelle de tube
flexible. Placez une gauge de pression près de l'entrée moteur ou sur le
réservoir tampon en fin de ligne. La pression à la gauge peut être
établie en variant l'ouverture de la vanne sphérique manuelle.
-
Il est recommandé de ne pas excéder 500 RPM ou 2 bars (30 psi - lb/po2) au
manomètre (un écoulement inférieur à 1 CV). Pas de rotation libre sans
charge à plus de 20 psi, et pour de courtes périodes seulement.
-
Éviter les restrictions d'écoulement aux
échappements.
-
L'usage d'un tachymètre (avec sonde magnétique comme utilisé pour les
vélos ?) est également recommandé.
-
Une fois en utilisation, le moteur va progressivement se "placer" et
tourner de mieux en mieux;
-
Une nouvelle période de rodage peut être nécessaire
après chaque démontage successif.
-
Ne jamais dépasser les limites recommandées.
-
Important - Ne pas
pressuriser la région centrale - Ne jamais boucher les drains de
ventilation.
Mesures de Sécurité
-
Il est de la
responsabilité de l'acquéreur et/ou de l'utilisateur de s'assurer
qu'ils observent toutes les lois et réglementations nationales et locales
applicables,
y compris celles sur la sécurité et sur les produits pressurisés.
-
Ces unités doivent être complétés, assemblés et
utilisés sous la
constante supervision d'adultes compétents.
-
Bien ancrer l'unité sur une table avant chaque mise en route.
-
Ne jamais excéder les limites et conditions d'opération suggérées.
-
Le port de lunettes de sécurité, d'un masque et d'attache cheveux est
recommandé. Utiliser des atténuateurs de bruits lorsque bruyant.
-
La salle de démonstration doit être bien ventilée.
-
Vérifier le serrage des boulons et adaptateurs. Se méfier de la rupture
ou du découplage des conduites flexibles.
-
Disposer d'une vanne éloignée permettant de couper le débit d'air
(azote) au besoin. N'opérer jamais seul.
-
Surtout pendant le rodage sous gaz comprimé, il peut arriver que le
rotor se trouve à un point mort,
et refuse de tourner lorsque la pression est appliquée.
Cette situation est instable et il faut couper immédiatement la pression.
Ensuite et en absence de pression, tourner légèrement le rotor à la main
avec l'arbre, et pressuriser à nouveau...
-
Pendant la démonstration, ne rien approcher de la zone centrale du rotor
et faire les observations à une distance de 50 cm (20 po.) ou plus.
-
Toujours faire preuve de prudence,
ne jamais opérer seul et toujours maintenir un main vigilante sur la
vanne d'alimentation en pression. Suivre rigoureusement les instructions.
Remarque sur l'Efficacité Pneumatique
Un moteur pneumatique de haute efficacité ne garantit pas que le
système dans son ensemble sera de haute efficacité.
Tous les gaz se réchauffent en se comprimant et se refroidissent lors de
la détente.
L'effet du refroidissement ne doit pas être sous-estimé. Par exemple, une
bombonne type à 200 bars (atm.)
vidée adiabatiquement (sans thermalisation à la température ambiante)
donne à la fin de l'air tellement froid
que son volume est alors le 1/4 de celui de l'air une fois ramené à la
température ambiante (détente isothermale).
Dans ces conditions de température à l'entrée d'un moteur pneumatique, le
rendement est catastrophiquement bas
et le lubrifiant se solidifie, augmentant considérablement la friction
interne du moteur...
Généralement, la réversibilité du cycle compression - détente se détériore
avec l'augmentation de la pression,
d'où l'intérêt d'utiliser pour fin d'efficacité élevée la plus basse
pression de design possible.
La mesure de la température des échappements constitue généralement une
bonne indication de l'efficacité,
puisque le minimum d'énergie perdue dans l'environnement correspond à une
température d'échappement
égale (ni inférieure, ni supérieure) à la température ambiante.
Cette condition peut être atteinte par une légère chauffe (solaire) du gaz
avant l'entrée dans le moteur pneumatique.
Comme la Quasiturbine tourne à partir de pression aussi basse que 1/10
d'atmosphère (bar) (un psi !),
on comprend pourquoi la Quasiturbine est particulièrement bien adaptée aux
systèmes à haute efficacité...
QUASITURBINE TRONÇONNEUSES
(Manufacturier sous entente d'approvisionnement privilégié en pales-QT)
Casier 2804, 3535 Ave Papineau, Montréal Québec H2K 4J9 CANADA
(514) 527-8484 Bélino-Fax (514) 527-9530
Site Internet associé www.quasiturbine.com
info@quasiturbine.com
Sujet à changements sans préavis - 17 décembre 2004
|